New Release
Davco Diesel Boss torches are now shipping. These high performance…


Table I : TYPE 30 Series cutting nozzles typical performance parameters (Can be used in model 100 torch*)
| Cutting nozzle No. | Cutting oxygen aperture (mm) | Cutting thickness (mm) | Cutting thickness (inch) | Oxygen press | Oxygen consumption (m³/h) | Petrol/gasoline consumption | Petrol/Gasoline consumption | Cutting speed | Cutting speed | Cutting speed | Cutting speed |
| (Mpa) | (L/hour) | (Gal/hour) | mm/min | meters/hr | inches/min | feet/hour | |||||
| 1# | 0.7 | 1-10 | 1/2 | 0.25 | 0.8-1.0 | 0.44-0.88 | 0.11-0.23 | 700-600 | 39 | 23-27 | 125 |
| 2# | 0.9 | 10-20 | 1/2-3/4 | 0.3 | 1.2-1.4 | 0.55-0.99 | 0.14-0.26 | 650-500 | 36 | 20-25 | 110 |
| 3# | 1.1 | 20-30 | 3/4-1.5 | 0.35 | 1.6-2.2 | 0.88-1.21 | 0.23-0.32 | 550-400 | 30 | 16-21 | 95 |
Table I I: TYPE 100 Series cutting nozzle typical performance parameters. (Can be used in model 100 and 300 torches*)
| 1# | 1 | 10-25 | 1/2-1 | 0.35 | 1.4-2.2 | 0.77-1.10 | 0.2-0.29 | 600-500 | 33 | 19-23 | 105 |
| 2# | 1.3 | 25-50 | 1-2 | 0.4 | 2.4-4.0 | 0.99-1.32 | 0.26-1.3 | 450-340 | 24 | 13-17 | 75 |
| 3# | 1.6 | 50-100 | 2-4 | 0.5 | 5.0-7.0 | 1.10-1.76 | 0.3-0.46 | 360-250 | 18 | 10-14 | 60 |
Table III : TYPE 300 Series cutting nozzle typical performance parameters. (Can ONLY be used in model 300 torch*)
| 1# | 1.8 | 100-150 | 4-6 | 0.5 | 8-Oct | 1.54-1.87 | 0.4-0.5 | 250-175 | 13 | 7-10 | 40 |
| 2# | 2.2 | 150-200 | 6-8 | 0.65 | Nov-14 | 1.65-1.98 | 0.43-0.52 | 175-130 | 9 | 5-7 | 30 |
| 3# | 2.6 | 200-250 | 8-10 | 0.8 | 14-18 | 1.76-2.20 | 0.46-0.58 | 130-100 | 7 | 4-5 | 22 |
| 4# | 3 | 250-300 | 10-12 | 1 | 18-32 | 1.87-2.53 | 0.5-0.66 | 110-80 | 6 | 3-4 | 17 |
* Requires adapter nut
NOTE: Figures are general in nature as numerous factors can effect results
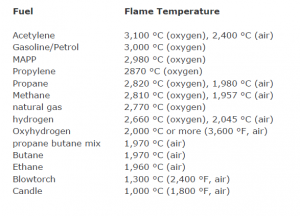
Flame Temperatures